2025-05-06
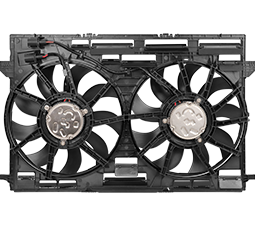
Podczas projektowania i procesu produkcyjnego Automatyczny wentylator chłodzący silnika HVAC należy zadbać o równomierny odstęp pomiędzy łopatkami wentylatora a obudową wentylatora. Luka ta ma bezpośredni wpływ na wydajność, wydajność, hałas, wibracje i długoterminową stabilność pracy wentylatora.
1. Wysoka precyzja kontroli formy i procesu produkcyjnego
Aby zapewnić równomierną szczelinę pomiędzy łopatkami a obudową wentylatora, producenci zwykle ściśle kontrolują ją już na etapie formowania materiału:
Precyzyjna forma do formowania wtryskowego lub odlewania ciśnieniowego:
Użyj precyzyjnych form metalowych obrabianych CNC, aby mieć pewność, że wymiary geometryczne łopatek wentylatora i obudowy wentylatora są bardzo spójne.
W przypadku wentylatorów z tworzyw sztucznych należy stosować wtryskarki z precyzyjną kontrolą temperatury, aby uniknąć odchyleń wymiarowych spowodowanych różnicami skurczu.
Zautomatyzowana linia produkcyjna:
Wprowadzenie linii montażowych robotów w celu ograniczenia błędów ludzkich;
Wykorzystaj systemy kontroli wizualnej do monitorowania kluczowych parametrów wymiarowych w czasie rzeczywistym.
2. Optymalizacja projektu konstrukcyjnego
Na etapie projektowania ogólna konstrukcja wentylatora jest optymalizowana poprzez symulację inżynieryjną i analizę aerodynamiczną:
Konstrukcja dopasowana do ostrza i obudowy:
Użyj oprogramowania do modelowania 3D (takiego jak CAD, SolidWorks), aby dokładnie dopasować kształt łopatki do konturu obudowy wentylatora;
Należy zwracać uwagę, aby trajektoria obrotu łopatki utrzymywała stałą odległość od wewnętrznej ścianki obudowy.
Kontrola tolerancji:
Zaznacz na rysunkach ścisłe tolerancje geometryczne (takie jak koncentryczność, równoległość i bicie), aby mieć pewność, że po złożeniu części będą mogły zachować jednakowe odstępy;
Wykonuj pomiary wielopunktowe na kluczowych częściach (takich jak otwory osiowe i powierzchnie montażowe), aby zapobiec mimośrodowi lub przechyleniu.
3. Pozycjonowanie i kalibracja podczas montażu
Nawet jeśli dokładność samych części spełnia normy, nieprawidłowy montaż spowoduje nierówne szczeliny między ostrzami a obudową:
Użyj specjalnych osprzętu i urządzeń pozycjonujących:
Użyj oprzyrządowania do zamocowania obudowy wentylatora i zespołu silnika podczas montażu, aby upewnić się, że środkowa oś łopatek jest dokładnie wyrównana ze środkiem obudowy;

Zapobiegaj temu, aby lokalne odstępy były zbyt małe lub zbyt duże z powodu przesunięcia zespołu.
Test równoważenia dynamicznego:
Po montażu wykonaj test obracania się z dużą prędkością, aby sprawdzić, czy występują nietypowe wibracje spowodowane nierównymi szczelinami;
W przypadku stwierdzenia braku równowagi można ją skorygować, dostosowując kąt ostrza lub dodając przeciwwagi.
4. Kontrola jakości i monitorowanie online
Aby jeszcze bardziej zapewnić spójność produktu, do nowoczesnego procesu produkcyjnego wprowadzono różnorodne metody kontroli:
Dalmierz laserowy i kontrola bezdotykowa:
Użyj czujników laserowych do ciągłego pomiaru szczeliny pomiędzy obracającymi się ostrzami a obudową;
Osiągnij 100% kontrolę online i automatycznie usuń wadliwe produkty.
Kontrola pobierania próbek na trójwspółrzędnej maszynie pomiarowej (CMM):
Kontrola wyrywkowa partii produkcyjnych w celu sprawdzenia, czy kluczowe wymiary spełniają wymagania projektowe;
Szczególnie nadaje się do etapu weryfikacji po próbnej produkcji nowych produktów lub większych zmianach procesowych.
Technologia rozpoznawania obrazu:
Użyj kamer przemysłowych, aby uchwycić względne położenie ostrzy i obudowy, i połącz algorytmy AI, aby przeanalizować, czy odstęp jest jednolity;
Popraw wydajność inspekcji, szczególnie w scenariuszach produkcji masowej.
5. Dobór materiału i kompensacja odkształceń termicznych
Ponieważ na wentylator wpływa wzrost temperatury podczas pracy, rozszerzalność cieplna materiału może powodować zmiany szczelin:
Wybierz materiały o niskim współczynniku rozszerzalności cieplnej:
Takich jak nylon wzmocniony włóknem szklanym (PA66-GF), polipropylen (PP) i inne materiały kompozytowe, które mają dobrą stabilność wymiarową;
Zmniejsz ryzyko odkształceń spowodowanych zmianami temperatury.
Projekt kompensacji strukturalnej:
Na etapie projektowania rezerwuje się pewien margines rozszerzalności cieplnej, tak aby wentylator mógł nadal zachować odpowiednią szczelinę podczas pracy w wysokich temperaturach;
Szczególnie nadaje się do wentylatorów elektrycznych znajdujących się blisko komory silnika lub często uruchamianych i zatrzymywanych.
Wszystkie te środki współdziałają, aby zapewnić stabilną, wydajną i cichą pracę wentylatora chłodzącego w różnych warunkach pracy.
Poznaj nasze produkty

+86-0571-26238568

Kangxin Road, Tangqi Town, Linping District, Hangzhou , Zhejiang , China
Produkt